Ovaj se članak usredotočuje na praktične smjernice na inženjerskoj razini za kardanske zglobne osovine (U-zglobne osovine). Pokriva definicije, izbore konfiguracije, formule za dimenzioniranje, preporuke za materijale i toplinsku obradu, postupke sastavljanja i faziranja, popise za provjeru, uobičajene načine kvarova i tolerancije za završnu obradu/proizvodnju — sve je napisano tako da inženjer za projektiranje ili održavanje može izravno primijeniti.
Što je kardanska osovina i kada se koristi
Kardansko zglobno vratilo prenosi zakretni moment između nekolinearnih vratila pomoću jednog ili više kardanskih (Hookeovog) zglobova. Za razliku od zglobova konstantne brzine, osnovni U-zglob dopušta kutnu neusklađenost, ali proizvodi fluktuaciju brzine kada se koristi sam. Koristite U-zglobne osovine gdje:
- Kutno odstupanje je umjereno (obično do 25-30° po spoju za teške konstrukcije).
- Jednostavnost, cijena i lakoća održavanja su prioriteti.
- Sustav može prihvatiti fluktuacije brzine ili koristiti uparene (dvostruke) U-zglobove da ih poništi.
Vrste i konfiguracije zglobnih vratila
Jednostruki u odnosu na dvostruke (kardanske) U-zglobne osovine
Jedan U-spoj prenosi zakretni moment između neusklađenih osovina, ali uvodi nejednoliku kutnu brzinu. Pravilno fazni dvostruki U-zglob (dva U-zgloba sa središnjom osovinom) poništava varijacije brzine ako oba zgloba rade pod jednakim kutovima i pravilno su fazno podešeni — ovo je najčešće rješenje u primjenama pogonskih sklopova.
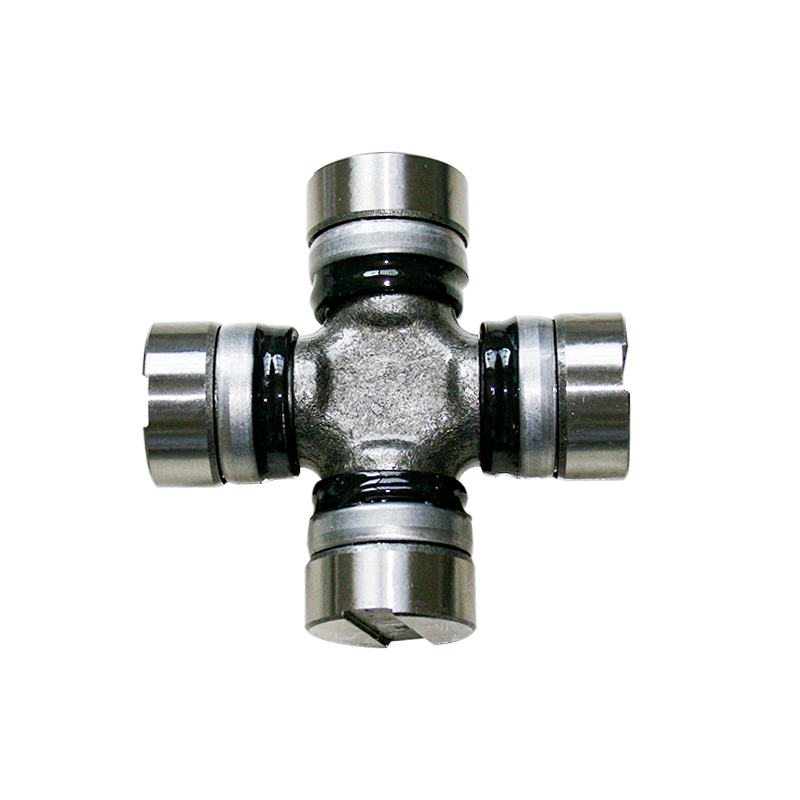
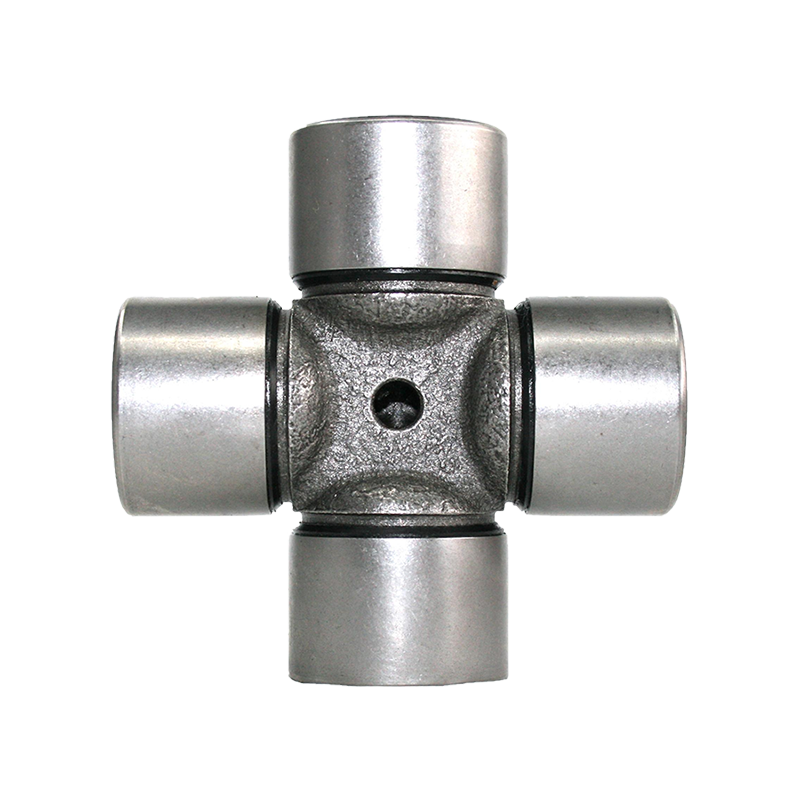
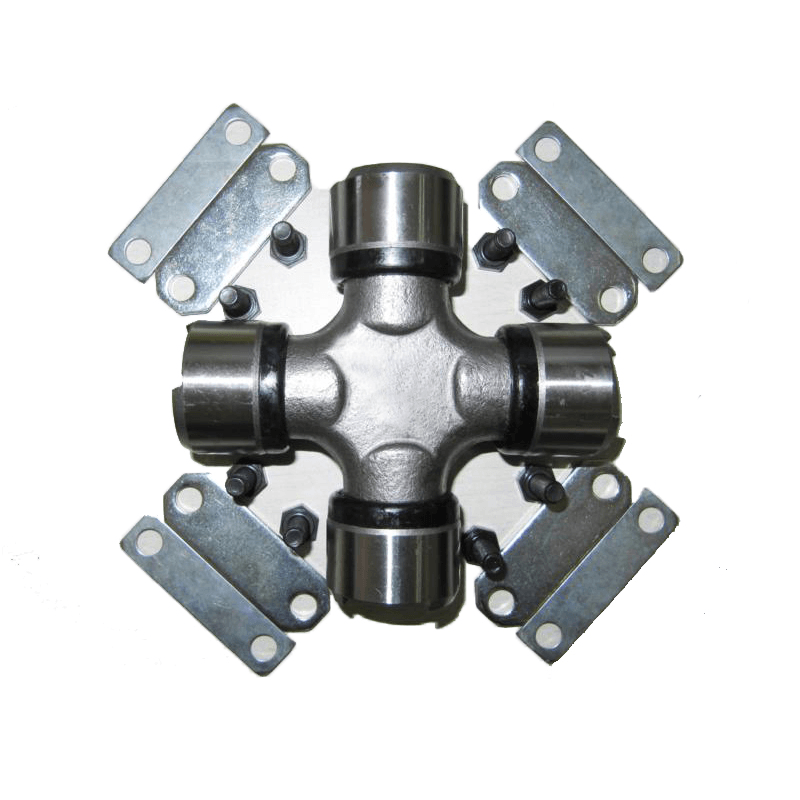
Križni ležaj (četiri vijka) u odnosu na tronožac i hibride konstantne brzine
Križni ležajni zglobovi (s križnim igličastim ležajem) su kompaktni i robusni za velika radijalna opterećenja. Tronožni ili CV-hibridni spojevi smanjuju vibracije pod većim kutovima, ali su složeniji i skuplji. Odaberite na temelju zahtijevane neusklađenosti, radnog ciklusa, pristupa podmazivanju i dinamičkog balansiranja.
Načela dizajna i dimenzioniranja (praktične formule)
Izbor osnovnog momenta i promjera osovine
Počnite s prenesenim momentom. Ako znate konjske snage (KS) i brzinu osovine (RPM):
- Okretni moment (lb·ft) = (HP × 5252) / RPM.
- Za metričke jedinice: Okretni moment (N·m) = (HP × 745,7) / (2π × RPM/60) — lakše pretvoriti HP u kW i koristiti T (N·m) = (kW × 9550) / RPM.
Nakon što je zakretni moment (T) poznat, odredite potrebni modul presjeka vratila i promjer koristeći dopušteno posmično naprezanje (τ_allow). Za čvrsto kružno vratilo pod torzijom:
- Polarni moment J = π·d4 / 32
- Smični napon τ = T·c / J = (16·T) / (π·d³)
- Preuredite za rješavanje za d: d ≥ ( (16·T) / (π·τ_allow) )^(1/3)
Koristite sigurnosni faktor prikladan za primjenu: tipična zamorna/rotirajuća vratila koriste 1,5–3,0 ovisno o udarnom opterećenju i nepoznatim ciklusima rada. Za osovine s klinovima ili klinovima, uzmite u obzir koncentracije naprezanja i sukladno tome smanjite dopušteno naprezanje.
Odabir materijala, toplinska obrada i površinske obrade
Uobičajeni materijali i tretmani za U-zglobne osovine:
- Srednje ugljični čelici (AISI 1045/EN C45): dobra obradivost; pogodan za umjerena opterećenja nakon rasterećenja ili površinskog otvrdnjavanja.
- Legirani čelici (4140/42CrMo): poželjni za primjene većeg zakretnog momenta/zamora; kaljeno ili kaljeno i poboljšano do > 800-1000 MPa vlačne, prema potrebi.
- Kaljenje kućišta (naugljičenje ili nitriranje) za klinove ili rukavce radi poboljšanja trošenja uz zadržavanje čvrste jezgre.
- Površinska obrada: Ra ≤ 0,8 µm preporučeno na ležajnim rukavcima; polirana sjedišta ležajeva produljuju vijek trajanja igličastih ležajeva.
Granice montaže, faziranja, balansiranja i odstupanja
Pravila faziranja (kako bi se izbjegle vibracije)
Kada se koriste dva U-zgloba u seriji, oba zgloba moraju imati jednake radne kutove i biti fazna 180° (orijentirani jarmovima) tako da se poništava fluktuacija brzine pogonskog vratila. Praktično:
- Vizualno rasporedite uši jarma i označite ih; instalirajte tako da se oznake prirubnice/jarma poravnaju u navedenoj fazi.
- Potvrdite jednake kutove kutomjerom; nejednaki kutovi proizvode zaostale vibracije proporcionalne razlici.
Dinamičko balansiranje i odstupanje
Vratila s U-zglobovima i središnjim dijelovima trebaju biti dinamički uravnotežena ako radne brzine premašuju uobičajeni hod motora u praznom hodu ili ako je tolerancija na vibracije niska. Ciljano odstupanje i tolerancije ravnoteže:
- Ukupno indicirano odstupanje (TIR) na rukavcima ležaja: ≤ 0,05 mm za pogonske sklopove velike brzine.
- Dinamičko balansiranje prema ISO 1940/1 Grade G16 ili bolje za automobilsku primjenu; teža rotirajuća oprema može zahtijevati G6.3–G2.5.
Kontrolni popis za pregled, podmazivanje i održavanje
Redovite provjere dramatično produžuju život. Upotrijebite sljedeći praktični kontrolni popis tijekom planiranog održavanja:
- Vizualna provjera olakšica jarma, poprečnih osovina i brtvi na brazde, koroziju ili curenje masti.
- Provjerite zračnost ležaja: aksijalni ili radijalni zračnost iznad tolerancije proizvođača ukazuje na istrošenost ležaja; mjerite s indikatorom na brojčaniku.
- Intervali podmazivanja: ponovno podmažite igličaste ležajeve po radnom ciklusu (tipično: svakih 50–200 sati) koristeći kompatibilnu NLGI klasu i mast za ležajeve.
- Provjerite ima li buke i vibracija pod opterećenjem — iznenadna pojava sugerira kolaps ležaja, križni kvar ili krivo postavljanje.
Uobičajeni načini kvarova i glavni uzroci
Prepoznavanje načina kvara pomaže u propisivanju ispravnog popravka:
- Prerano trošenje igličastog ležaja — obično zbog nedovoljnog podmazivanja, kontaminirane masti ili neusklađenosti.
- Križni lom — visoka udarna opterećenja ili neodgovarajući materijal/toplinska obrada; ispitati površinu prijeloma za potpise zamora u odnosu na preopterećenje.
- Deformacija jarma U-zgloba — prekomjerni moment savijanja zbog nepravilne potpore ili premale osovine.
Tolerancije u proizvodnji, QC provjere i ispitivanja
Ključne dimenzije i QC radnje koje treba uključiti u planove proizvodnje:
- Promjeri rukavca ±0,01–0,03 mm ovisno o pristajanju ležaja (pritisni nasuprot kliznom pristajanju).
- Tolerancije klinastog ili klinastog presjeka po korištenom standardu ISO/RM; kontrola odstupanja i koncentričnosti ≤ 0,05 mm.
- Izvršite provjere tvrdoće nakon toplinske obrade (npr. tvrdoće jezgre i dubine kućišta za naugljičene dijelove).
- Funkcionalno ispitivanje na kraju linije: okrećite pod opterećenjem pri radnoj brzini da otkrijete vibracije, buku ili curenje ulja/masti.
Kontrolni popis za odabir i tablica za brzu referencu
Upotrijebite kontrolni popis u nastavku prije dovršetka dizajna vratila ili naručivanja zamjenskih dijelova:
- Potvrdite kontinuirani i vršni zakretni moment, raspon okretaja u minuti i radne kutove.
- Odlučite o rasporedu jednostrukih ili dvostrukih zglobova na temelju kuta i zahtjeva za konstantnom brzinom.
- Odredite materijal, toplinsku obradu i završnu obradu za rukavce i klinove.
- Uključite specifikaciju balansiranja i ograničenja odstupanja na kupovnom crtežu.
| Primjena | Tipični materijal osovine | Dizajn čvornih točaka |
| Lagani strojevi (≤ 5 kW) | 1045 / C45 | Jednostavan U-spoj, periodično podmazivanje |
| Srednji rad (5–100 kW) | 4140 / 42CrMo (QT) | Preporuča se dvostruki U-spoj, balans prema G16 |
| Teški / automobilski | Legirani čelik, kaljeni rukavci | Nitrirani/kaljeni rukavci, balans do G6.3 ili bolji |
Posljednja napomena: uvijek se pozivajte na tehničke tablice U-spojova specifičnih za proizvođača za spojeve klinova, tipove igličastih ležajeva i kompatibilnost masti. Gore navedene formule i tolerancije dokazane su polazne točke — prilagodite ih određenom radnom ciklusu, uvjetima okoline (korozivna ili visokotemperaturna služba) i sigurnosnim zahtjevima vašeg projekta.

 中文简体
中文简体














Kontaktirajte nas